Fixings
6) GOLD STAR SCREW THREADS Reproduced below is an article by Jon Luke, Technical Officer from the GSOC Gold Star Owners Club. It has been adapted from Jon's work, which focused primarily on the later 1950's and 60's Goldies. The majority of threads on all Gold Stars (pre and post war) are BSC or 'Cycle' thread, with BSW or 'Whitworth' used on odd larger threads and stud fixings into aluminium engine and gearbox casings. Lucas electrical equipment and some handlebar fixings use smaller BA 'British Association' threads. Many threads and fixings are found on the later Gold Stars and a later parts book or the excellent BMS 'The Gold Star book' can be useful when checking part numbers. It is common to find evidence of repairs made with what ever was available at the time. It is however better to repair or restore an original un modified bike, with the correct threads and fixings. Jon says it is worth investing in some measuring equipment and also taps and dies for the more common sizes, so studs, nuts and bolts can be repaired or remade. Stainless steel thread repair insert kits can be bought which provide a way or repairing threads in aluminium casings, and as an alternative to welding up the damaged thread hole and re-tapping to the correct size.
GOLD STAR SCREW THREADS – A GUIDE
Many have asked the question ‘How many different threads can you have on one motorbike’, and there does
seem to be ongoing confusion on this point. All the threads on a Goldie are the old imperial types to the
British Standards of the day. Given that the
imperial threads have been out of production for 60+ years now, very few of us are now left who used and
understood them in the day. This article is a guide to understanding and identifying the threads on your
Goldie so that you can deal with them accordingly, even down to ordering the right taps and dies for repairs. British Standard Cycle (BSC) or just ( Cycle) is a fine thread, these are sometimes known as Cycle
Engineers Institute threads (CEI). This thread form is very common on Goldies and covers the great
majority of the threads found. This thread will be found in all diameters from 3/16 inch upwards, and it comes in two pitches namely fine at 26 TPI and course at 20 TPI,
simple as that! All the large threads such as the clutch nut, crank shock
adsorber nut, wheel spindle threads etc, etc, will be BSC cycle in either 26 or 20 TPI pitches, this includes
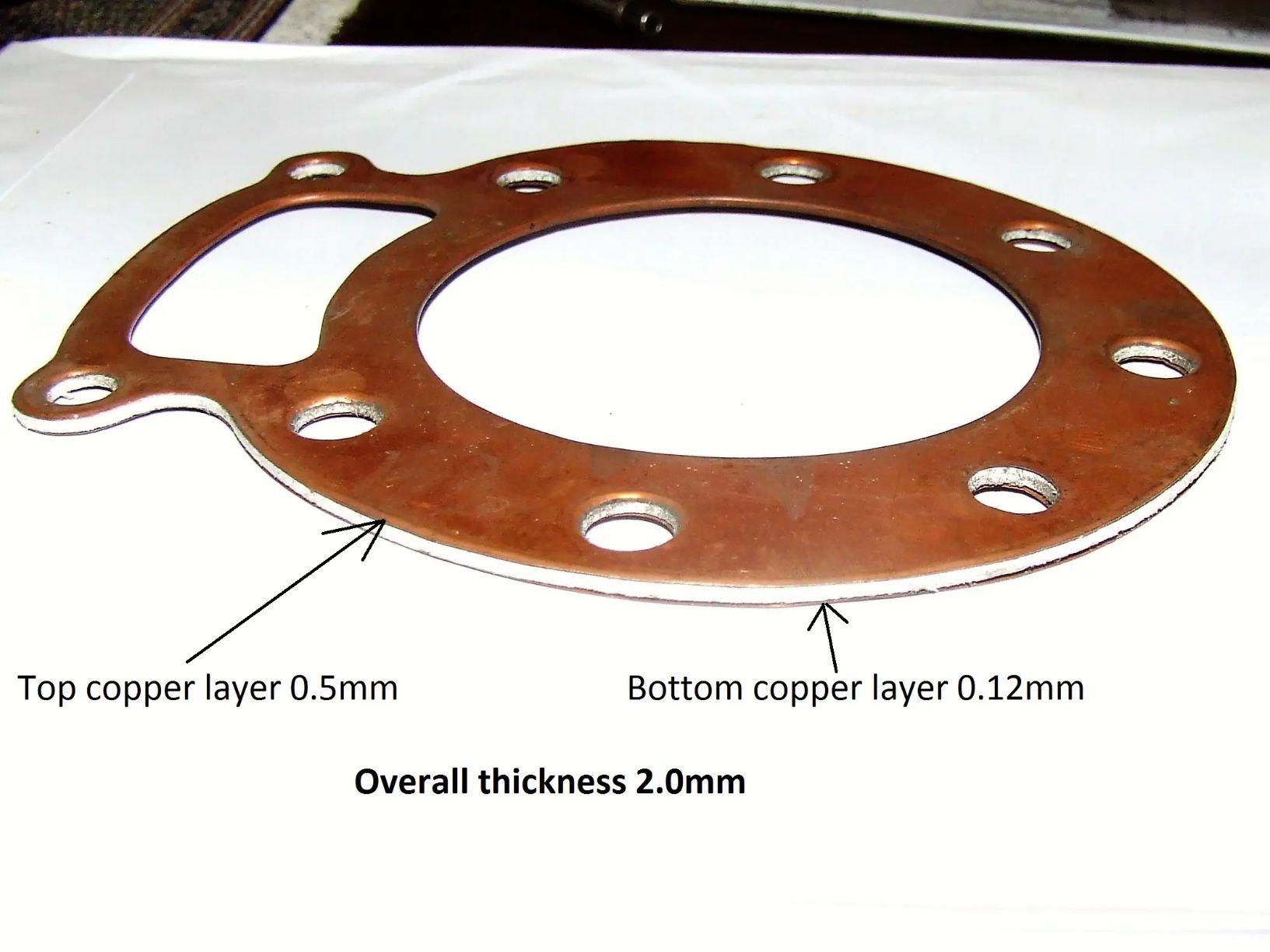
certain light alloy threads such as the telescopic head bolts into the crankcase. British Standard Whitworth (BSW) is a course thread and most suited to soft materials and is used on Goldies for pretty much all the threads cut into light alloy parts. Imperial thread pitch is measured in ‘threads per inch’ and diameter in inch fractions, so in light alloy parts expect BSW threads in the following sizes and pitches, 3/16 x 24, ¼ x 20, 5/16 x 18, 3/8 x 16, 7/16 x 14. The next series of threads that you will encounter are BA (British Association) threads which are used on smaller components and come in 11 sizes. where 0BA is the largest at about 6mm diameter down to 10 BA which is tiny and will only be found inside fine instruments such as the speedo and the ammeter. On a Goldie they are almost exclusively used on electrical equipment although the 0BA is widely used on Amal handlebar controls and there is some BA in the carbs. British Standard Pipe threads (BSP) these are weird at first sight but make sense when explained, these will be found on some Goldie pipes notably the engine oil pipes and the fuel pipes. These threads are dimensioned around the cross bore of the hole through the thread that the fluid passes, so a ¼ BSP thread has a diameter of .518 inch and is 19 TPI, to allow a ¼ inch diameter fluid passage through the thread. In addition to the ¼ BSP mentioned, you will find 1/8 BSP on some fuel taps, this is .383 inch diameter x 28 TPI. Also on some fuel taps you will find 3/8 BSP which is .656 inch diameter x 19 TPI. Note here that fuel tap to tank adaptors may be found which are 1/4 BSP-3/8 BSP. The other specialist sector thread series to be aware of is the Model Engineers (ME) series, like BSC Cycle
these come in all fraction sizes with a 32 TPI course series and a 40 TPI fine series. The only use that I’m
aware of on a Goldie is a 40 TPI ME thread on the GP (TT) carburettor pilot fuel screw. 'The Whitworth BSW standardised thread form came complete with a standardised series of hexagon (nut) sizes. The hexagon sizes mostly found are .445 inch
across flats (AF), .525 inch AF, .600 inch AF, .710 inch AF with some bigger and smaller sizes found occasionally. The AF size relates to the bolt diameter but this relationship varies according to the thread
type. For example .525 inch AF is the correct size for ¼ inch diameter Whitworth bolts, but correct for 5/16
inch diameter BSF bolts, hence a .525 spanner is marked ¼ and 5/16 on the jaws. BSC Cycle threads follow
the BSF pattern of hexagon (nut) sizes, but there are exceptions where the next hexagon size down is used for
space and appearance reasons. Two obvious examples are the handlebar clamp bolts which are .445 inch AF instead of the .525 inch normally used for 5/16 inch thread diameters.
So there you have it, it really is as simple as that!!!!!!!.
I suppose that the obvious question here is that if all this stuff has been obsolete for 60 years, how do
we get spares and repairs done? Simple answer is that all the taps and dies in all these sizes are readily
available new and to good quality at economic prices so never really an issue once you know what you need.
Several suppliers are in the business but far and away the most comprehensive and efficient is Tracy Tools
of Torquay in Devon, see their website and speedy ordering service.
Two other useful bits of kit worth having with regards to threads are a set of thread gauges, these are like
feeler gauges except that each piece has a thread form cut in one side and is marked with the TPI number.
The gauges are offered up to the thread to be measured and a match found which tells you the TPI
accurately. The other useful item is a Zeus Precision Book of Thread tables, this is pocket sized on
plasticated paper for workshop use. A small digital caliper is also handy to get your bolt diameter right
although you will need to convert the decimal diameter to a fraction.
GOLDIE SCREWTHREAD DETAILS -AS FOLLOW: Screws and studs tapped directly into aluminium (with exceptions) are 3/16 inch x 24 TPI BSW, 1/4 inch x 20 TPI, BSW, 5/16 inch x 18 TPI BSW, 3/8 x 16 TPI BSW Engine mainshaft – cush drive nut ¾ inch x 20 TPI BSC Timing side shaft 1/2 inch x 20 TPI BSC Crank pin 7/8inch x 20 TPI BSC )Magneto pinion (extractor thread 11/16inch x 20 TPI BSC
Magneto spindle 3/8 inch x 20 BSF, Valve lifter sleeve ½ inch x 20 TPI BSC, Timing cover relief valve KM 3/8 inch x 20 TPI BSC
Crankcase - oil pipe adaptors 3/8 inch x 20 TPI BSC, Gearbox mainshaft – clutch end 5/8 inch x 20 TPI BSC
Gearbox mainshaft – selector end 9/16 inch x 20 TPI BSC Gearbox – sleeve gear 1 7/32 inch x 24 TPI BSC Gearbox selector shaft 7/16 inch x 20 TPI BSC Gearbox drain plug 7/16 inch x 20 TPI BSC
Gearbox inspection cover 3/16 inch x 24 TPI BSW, (Rear brake anchor ½ inch x 20 TPI BSC, rear wheel/brake drum spindles 9/16 inch x 20 TPI BSC, rear wheel spindle 9/16 inch x 20 TPI BSC, or rear brake spindle 7/8 inch x 20 TPI BSC, further checking of data required ) – Steering head adjusting sleeve outer 1 5/16 inch x 24 TPI BSC
Steering head adjusting sleeve – inner 1 1/8 inch x 24 TPI BSC, Touring footrest stud ½ inch x 20 TPI BSC
Fuel taps – small thread (1/8 BSP) .383 inch x 28 TPI BSP
Fuel taps larger thread, oil pipes, fuel pipes (1/4 BSP) .518 inch x 19 TPI BSP
Fuel taps very large thread, fuel tank boss (3/8 BSP) .656 inch x 19 TPI Some Amal handlebar controls 0 BA
Some Amal equipment & Lucas equipment 2 BA and 4 BA
Spark Plug 14mm x 1.25 mm pitch
TRAPS FOR THE UNWARY
Thread angle is the angle between the flanks of adjacent threads, and it varies according to thread form.
BSW, BSF and BSP have an angle of 55 degrees, while BSC threads of 26 TPI have a 60 degree angle, and
BA is 47.5 degrees. ¼ x 26 BSF and ¼ x 26 BSC are consequently not interchangeable although how to tell
a ¼ BSC from a BSF is impossible and they don’t fit together too well. The trick here is to buy ¼ BSC taps
and to just run through any new nuts before use. A further complexity is that the BSC x 20 TPI threads have
the Whitworth thread form with the 55 degree thread angle!
There is a similar problem with 0BA which is 6mm x 1mm thread pitch, while a 6mm metric coarse thread
is also 1mm pitch, these are again not interchangeable since the metric thread angle is 60 degrees. Care is
needed with Amal handlebar controls where original equipment is likely to be 0 BA, while replica parts
could be 0 BA, but more likely to be 6 x 1 mm metric coarse.
It is an inescapable fact that some manufacturers of replica parts, particularly in the far east, just might not
have read British Standard 811:1950 Revision lately. Consequently, new parts with the right thread and the
right diameter might not fit properly, I saw an instance with a replica Triumph clutch conversion securing
nut recently. The solution here is to recognise that the finer details of acceptable manufacturing tolerance
have been lost in the mists of time and that you might well need to buy the taps and dies and run the threads
through before use.
TIP The BSA 'reduced head', handlebar bar fixing bolt 5/16 BSC, can be usefully adapted with those with access to a die, and or a lathe, for several other applications such as headlamp, headlamp stays, mudguard stays and mudguard fixing bolts.